Processes MFG
Newport Laminates has significant experience working with a wide range of materials including polyester, vinyl ester, and fire-retardant resin systems and utilization of both open and closed mold lamination processes. We can provide chopper gun or hand laminated parts, as well as parts made from vacuum bagged, vacuum infused, and LRTM processes. We can also provide impact and stress analysis on products and full assembly capabilities. Engineering analysis can be sourced on demand. Newport Laminates manufactures a diverse range of parts from small industrial accessories to large bus body components.

HAND LAMINATED OPEN MOLD PROCESS
Hand laminated open mold parts are a step up from the chopper gun alternative. Hand laminated parts do not use chopped strand gun roving like chopper gun parts do. These parts are made from sheets of laminate that come in roll form. Like all laminates the schedule options vary depending on performance requirements. The resin to glass ratio is lower with hand laminated than it is with chopped parts so you typically get a better strength to weight ratio.
OPEN-MOLDED with CHOPPER GUN PROCESS
Open molded chopper gun laminated parts are typically the most economical way to make parts that do not require high performance specifications. Many common fiberglass parts you see like RV bodies, Jeep Tops, Planters, Spas and Tubs, and numerous other applications are typically chopper gun laminated. Chopped parts are usually the most economical way to make fiberglass products. In this process chopper gun machine is used to spray onto the mold surface the resin, fiberglass, and hardener together and then the material is rolled and brushed out to consolidate the laminate and remove trapped air from the laminate. It is possible to include portions of solid fiberglass material like mat, woven roving, bi-directional material, core mat, etc. in a chopped part which can increase the structural properties but correspondingly increase the cost. The downside to chopper gun laminated parts is that they have a higher resin to glass ratio than the other laminate forms so they weigh more are not as strong structurally for similar laminate thicknesses.


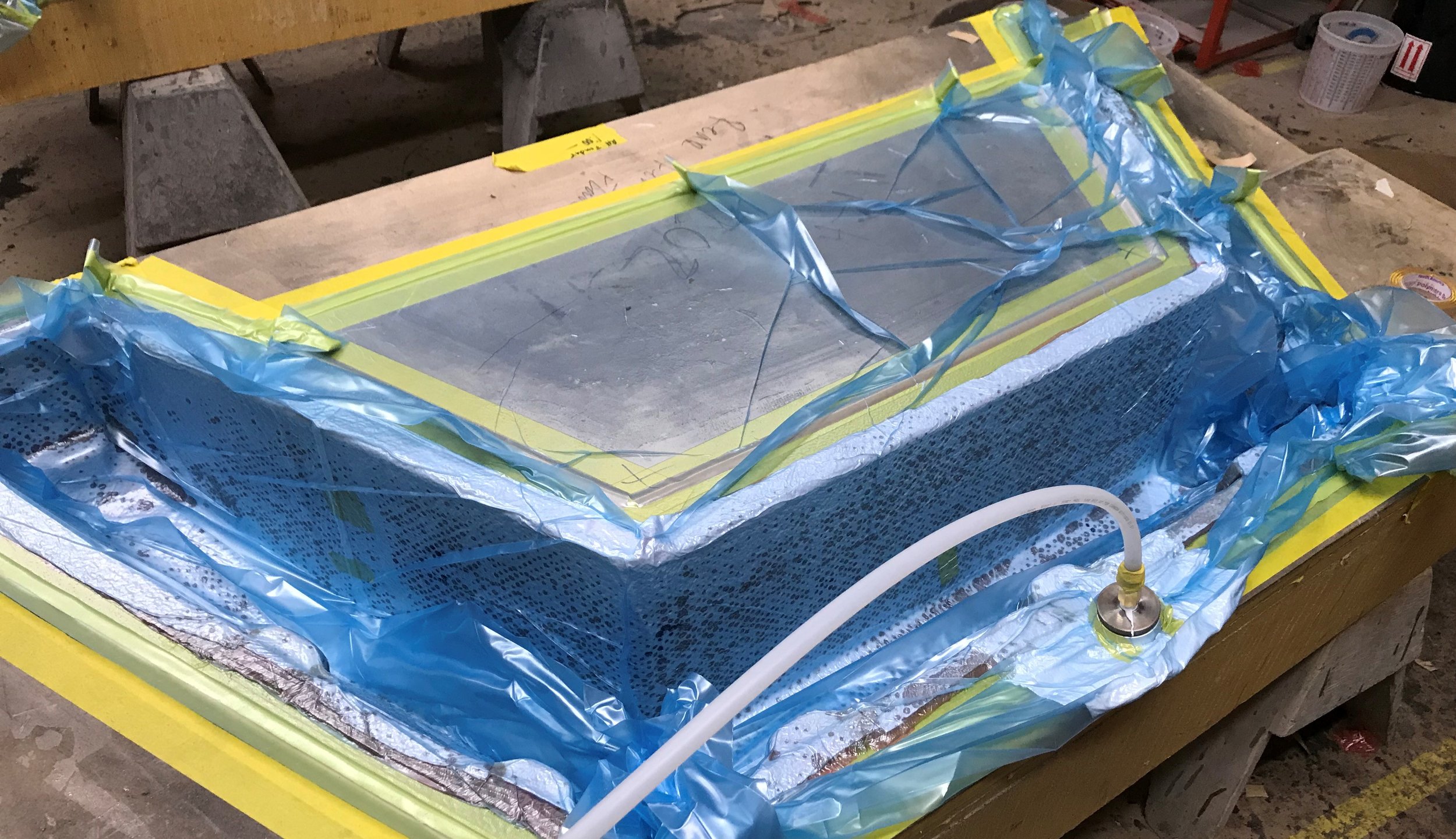
Example of a Vacuum Bagged Automotive Part at Newport Laminates
VACUUM BAGGED PROCESS
Vacuum bagging is a similar process to vacuum infusion, is used in many similar product applications, and can produce similar results. The main difference between the two laminate procedures is that with vacuum bagging the laminate is hand-laminated onto the mold surface and then the film membrane is placed and sealed over the top of the laminate. Typically there is a slightly higher resin to glass ratio than with infusion, but with the upside slightly less material cost for the process. A downside is that it typically does not work as well for large parts or in extremely hot conditions as the bag must be sealed and vacuum drawn before the resin cures so larger parts are difficult to complete.
VACUUM infusion process
Vacuum Infusion is a process where resin is pulled by vacuum into a sealed mold through the glass fiber at an optimal resin to glass ratio. A film membrane over the top of the mold surface allows for the vacuum integrity. Laminate structures can be formulated to specific needs. Vacuum infusion produces superior performance specifications as compared to open molded laminates. They are ideal when higher performance or lower weight standards are required. Vacuum infused parts can range in size from very small to large yachts. They are regularly used in automotive and numerous other industrial applications.

Example of a Vacuum Infused Automotive Part at Newport Laminates
LIGHT RESIN TRANSFER MOLDING (LRTM) Process
Light Resin Transfer molding is a two-sided closed molding process that creates a product that is finished on both sides. The thickness of the part is able to be accurately controlled. The laminate is carefully laid down in the mold to whatever the specification requires and then the top and bottom mold surfaces are sealed together. Light RTM can utilize similar mold construction to open mold processes keeping the mold cost down compared to traditional RTM methods. Both vacuum infusion and LRTM reduce VOC emissions as compared to open mold processes.